Cotton Fiber Quality
Purpose & Practice of Fiber Evaluation
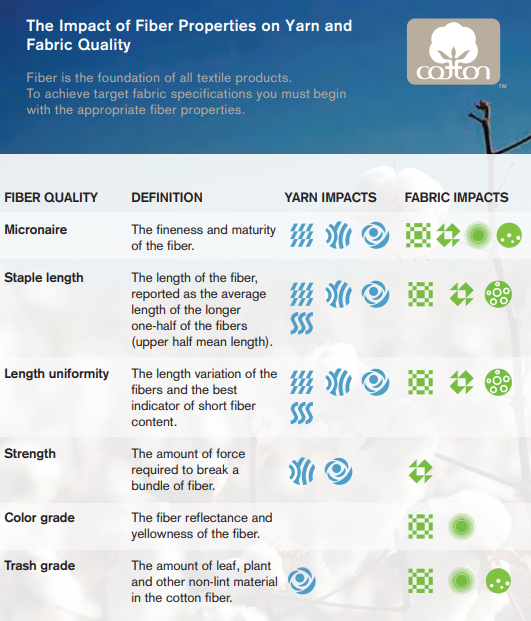
Each bale of cotton is individual, offering unique fiber properties that are identified using a combination of instrument evaluations. Gathering this information is important because it’s used both by textile mills during processing and when marketing the bale for purchase.
Fiber properties are determined through a combination of instrument evaluations using High Volume Instrument (HVI) technology and are graded by a skilled cotton classer.
Download our full Cotton Fiber Development and Processing book or continue reading for an overview of cotton fiber qualities and evaluation procedures.
Fiber Evaluation
Measurements for the following quality factors are performed by high-volume precision instruments commonly referred to as “HVI” classification.
Quality Factors
Staple Length
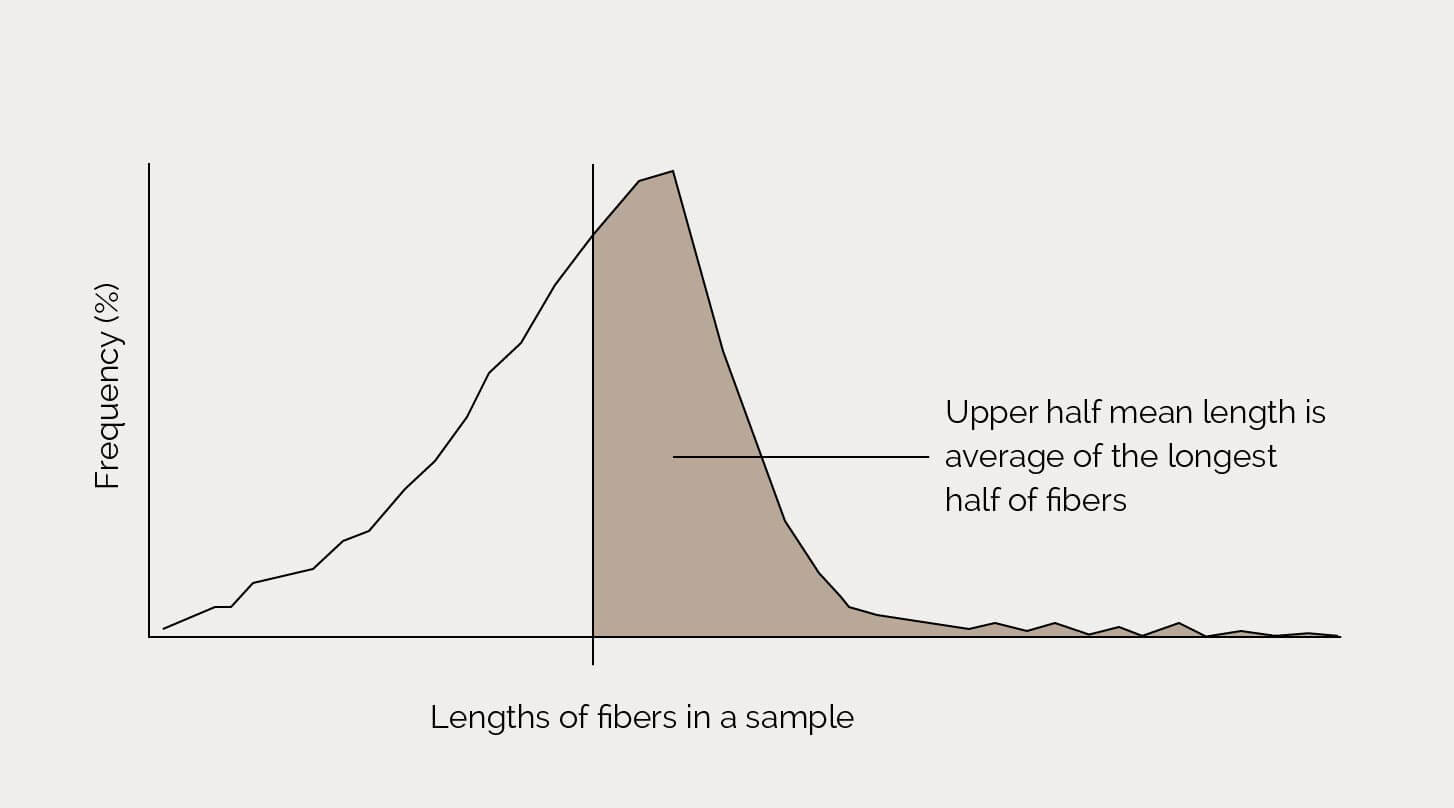
Staple length is reported as the average length of the longer half of the fibers (normally called “upper-half-mean” length), measured by clamping a fiber sample, then combing and brushing to make the fibers straight and parallel.
What results from the brushing is referred to as a “beard” of fibers which is then passed through a sensing point in the HVI length instrument.
Historically, the staple length was estimated manually, using the “hand stapling” process performed by a cotton classer. Today, thanks to technological advances, the staple length is now calculated from the length fibrogram sensed by the HVI. The fibrogram is an arrangement of fibers from the shortest to the longest in terms of span lengths (the distances fibers extend from a random catching point).
Factors that lead to short staple length
- Extreme temperatures
- Water stress
- Insect pressure
- Nutrient deficiencies
- Excessive cleaning or drying
This is a critical measurement because the staple length of cotton affects yarn strength, evenness, and efficiency of the spinning process.
Fiber length is determined by an interaction of cotton variety, growth environment, and crop management. Extreme temperatures, water stress, insect pressure, nutrient deficiencies, and excessive cleaning or drying can all shorten the staple length.
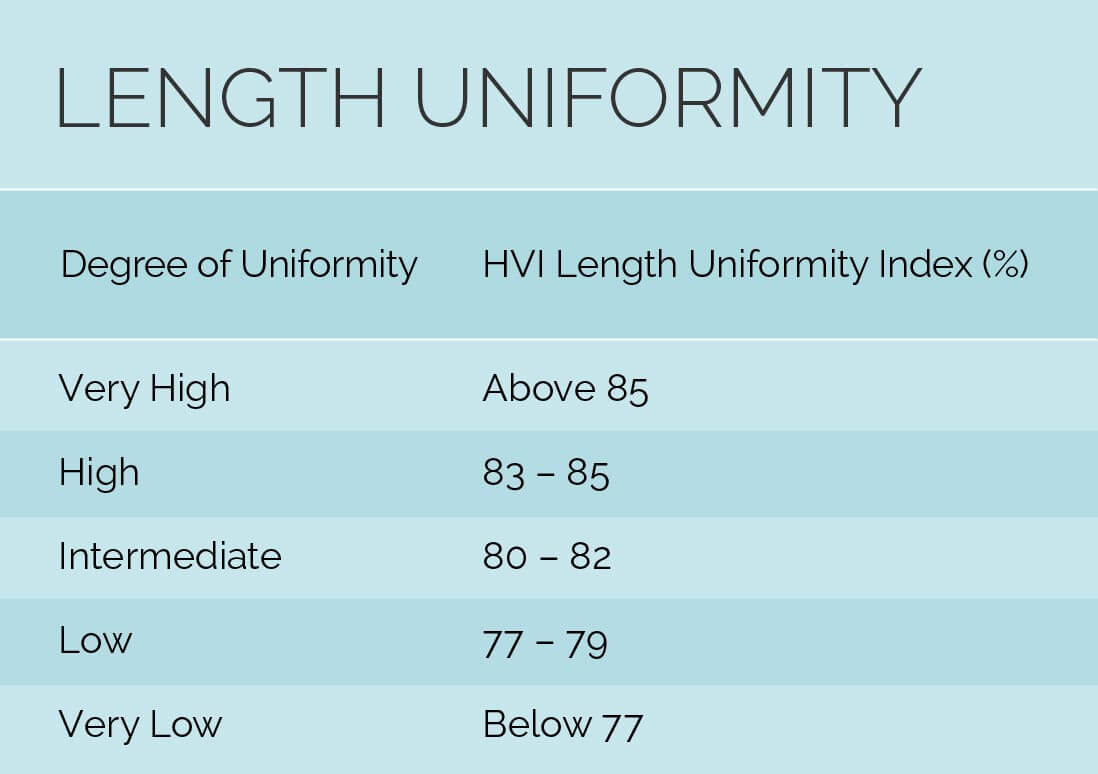
Length Uniformity Index
Like staple length, length uniformity affects yarn strength and evenness. It also affects the efficiency of the spinning process. Cotton with a low length uniformity index has a high variance in fiber length which can make processing difficult and ultimately result in lower-quality yarn.
The ratio between the “mean length” of fibers and the “upper-half-mean length” of fibers is referred to as the “length uniformity index.” Both the mean length and upper-half-mean length measurements are taken when the fiber beard described above is passed through the length sensor of the HVI system. There is a natural distribution in the length of cotton fibers but the lower the variation in this length distribution, the higher the length uniformity index.

Strength
Fiber strength is largely determined by genetics, so cotton variety plays an important role in fiber quality. Growth environment and crop management also play a huge role in determining fiber strength. It is key to understand exactly which combination of factors contributes to the highest quality crop and replicate that combination season after season.
Fiber strength, as measured on the HVI is the force in grams required to break a bundle of fibers in one tex unit in mass—a tex unit being the weight in grams of 1000 meters of fiber length. Strength measurements are conducted on the same beard of cotton used by the HVI to measure staple length and uniformity.
After the length measurement is made, the beard is clamped between two sets of jaws that are spaced 1/8 inch apart, then broken. The result is reported in “grams per tex.”

Micronaire
The micronaire is a measurement of fiber fineness and maturity. It is determined by measuring the air permeability of a constant mass of cotton fibers compressed to a fixed volume. Fine or immature fibers that are easily compressed have a lower air permeability and therefore low micronaire. Coarse or mature fibers that resist compression have a high micronaire measurement.
Cotton fiber gauge/fineness affects processing performance and end-product quality in several ways. And while micronaire is not a direct measurement of fiber fineness, it does provide some feedback on fineness. Although fine fibers require careful opening, cleaning and carding to prevent damage that can result in uneven yarn, yarns produced from fine fibers will have more fibers in the yarn cross-section. This ultimately results in improved yarn strength.
Micronaire is the cotton fiber property most influenced by the environmental conditions during the growing season. Various combinations of moisture, temperature, sunlight, and length of season all contribute to the micronaire level. So why is the micronaire measurement so important? Micronaire provides important information about the dyeing characteristics of the cotton products produced from the fiber. Uneven distribution of micronaire within a fabric can result in poor color uniformity of that fabric and problems such as barre or streaks. Micronaire uniformity makes it more valuable because it offers a greater product quality. This is why micronaire values are used to assess the market values of cotton.
Leading Cotton Breeder Fred Bourland talks about his efforts toward cultivating a more efficient cotton plant in order to produce more abundant yields offering superior fiber quality. Watch to learn more about the innovative strides researchers like him are helping us make as an industry.
Color & Color Grade
Several factors impact the color of cotton fiber. Environmental variables that impact the color of cotton fiber include rainfall, freezes, insects, and microorganisms, as well as contact with the soil, grass, and the leafy portions of the cotton plant (on the field and during harvest) can all have an effect. While in storage after ginning, high levels of moisture and temperature can also impact the shade of the cotton fiber.
The color of cotton is measured using a cotton colorimeter and is expressed by the degrees of reflectance (Rd). It typically ranges between 50-85 units and indicates how white or gray a sample is as well as yellowness (+b). The higher the Rd value, the whiter the cotton. In color measurement science, positive b (+b) values indicate intensity of yellow shades, so cotton with a higher +b measurement is more yellow. The most typical range of +b in upland cotton is from 6 to 12.
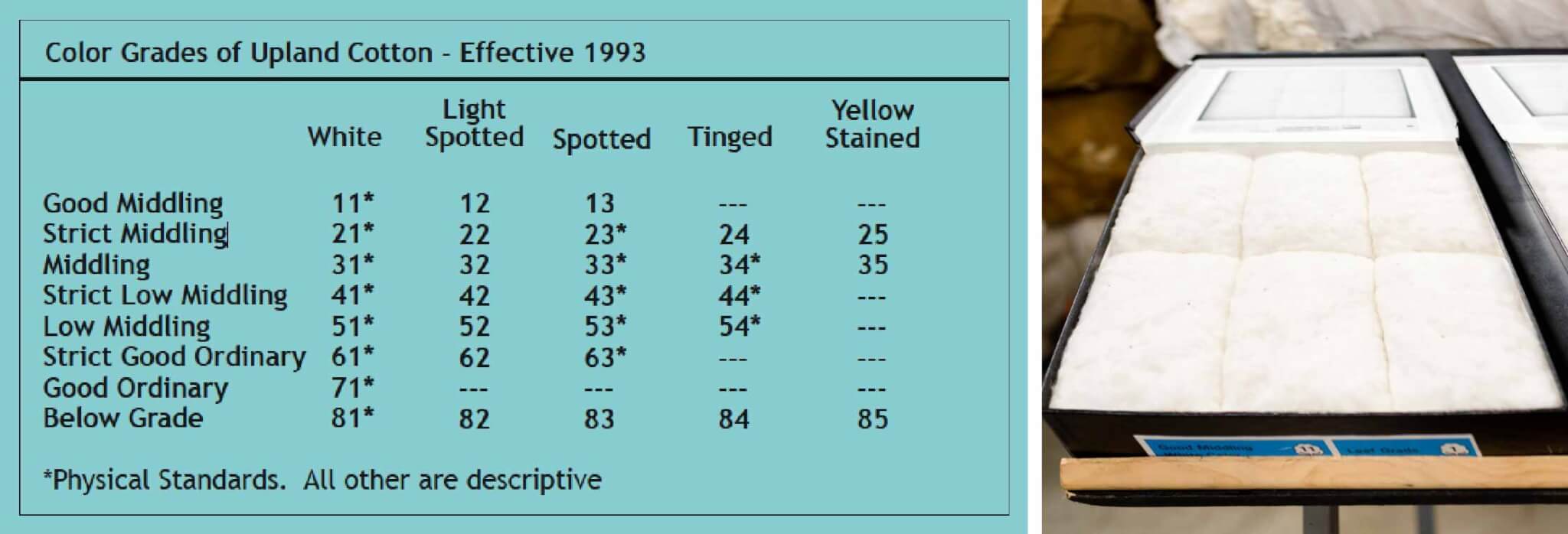
There are 25 official color grades for American upland cotton (plus five categories of below grade color) and, traditionally, cotton classers determined the color grade of cotton by comparing a sample to physical color standards.
HVI Trash
Trash particles in cotton fiber come from parts of the cotton plant such as leaf and bark that are removed along with the fiber during harvesting. The HVI trash measurement is not part of the official USDA cotton classification but is provided as additional information.
When cotton fiber is tested using HVI instruments, the surface of the sample is scanned by a video camera. The percentage of the surface area occupied by trash particles is then determined by image processing software.
Classer’s Leaf Grade is the official classification for trash content. However, there is a correlation between HVI trash measurement and classer’s leaf grade (shown below).
Classer Determinations
Although the USDA provides an HVI trash measurement comparable to the traditional method of classer determination for leaf-grade and extraneous matter, traditional methods are maintained as part of the official classification process. For a deep dive into cotton classification, you can download our Classification of Cotton Booklet. In the meantime, continue reading for an overview of classer determinations.
Leaf Grade
Leaf grade is represented by physical standards. The attributes measured against these physical standards can be affected by plant variety, harvesting methods, and harvesting conditions. There are seven leaf grades (1-7). In addition to these standard grades, there is also a “below grade” designation.

Preparation
Various methods of harvesting, handling, and ginning cotton produce differences in texture that can be seen in the cotton sample. Preparation is a term used to describe that texture—the degree of smoothness or roughness in the cotton fiber.
Extraneous Matter
Extraneous matter is any substance in the cotton other than fiber or leaf. Examples of extraneous matter are bark, grass, spindle twist, seed coat fragments, dust, and oil. The classer notes the kind of extraneous matter and indicates the amount (light or heavy) on the classification document.
Cotton fiber quality has a huge impact on the efficiency of processing, the quality of the yarn produced, and the value of the textiles and end products when brought to market. Determining fiber quality before yarn production begins allows classers to determine the best course of action for each batch of ginned fiber.
The cotton classing and evaluation process is an important part of the U.S. cotton traceability journey. Because 100% of all U.S. cotton is classed, a cotton buyer can know exactly which qualities they are getting, information that helps them produce better cotton products.
For more information, watch the webinar, Sourcing Cotton: How Fiber Quality Impacts Your End Products.
Booklets
Sourcing Cotton
How Fiber Quality Impacts Your End Product
How does the quality of your fiber choice impact your final product? In this webinar, we will walk you through key aspects of choosing the right cotton fiber for your end product, including:
- Why and how fiber quality is measured
- How data is used to optimize the selection and end-use of cotton fiber
- How to talk to a mill to get the right fiber in your products
- Examples of common fiber myths around cotton
Classification of U.S. Cotton
Cotton classification is the application of USDA official standards and standardized procedures for measuring physical attributes of raw cotton that affect the quality of the finished product and/or manufacturing efficiency.
USDA’s classing methodology provides the best possible information on cotton quality for marketing and processing. USDA classification currently consists of determinations of fiber length, length uniformity, fiber strength, micronaire, color, trash, leaf, and extraneous matter.


