Knitting Machinery
There are so many variations and textures to knit fabrics, but they are all fundamentally grouped by the type of machinery needed to produce the fabrics. In this section, we will go into more depth about the mechanics of each type of machine in weft and warp knitting and review the differences between single and double-knit mechanics.
Weft Knitting
Circular Weft Knitting Machines

A circular knitting machine is commonly used for single knits. Circular knitting machines pull their yarn supply from creels located either above the machine or next to the machine.
To make it easier for technicians to service the creels, it is more common to locate creels at the side. In this position, less lint falls into knitting elements, larger packages can be used, and more feeds can be placed on the machine. Whether the creel is at the side or the top, the principles for circular knitting are the same.
Fed from above the knitting elements, yarns move from the yarn supply, or creel, through guides to stop motion controls above the machine. Then, back down through tension controls and yarn-feeding devices to the knitting elements. Quality products can be produced only when stop motion and yarn feeding functions are correctly set. The intricate action of knitting where needles form loops occurs in the middle of the machine between the take-up and the yarn-feeding mechanism. Circular weft knitting needles are knit one after the other in a sequence for each yarn. Loops are formed horizontally by needles knitting around a cylinder, forming a fabric tube. After the yarn is knit on the knitting elements, the knitted fabric is passed over a spreader mechanism through take-up rolls and wound into a roll. This elliptical spreader distributes the take-up tension uniformly and enables the fabric to conform to a flat tube.
Circular Knitting Cylinder
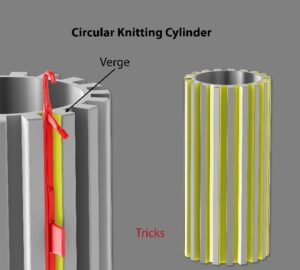
Knitting machines are designed so each needle can be placed in a groove cut into the outside of a metal cylinder. The cuts or grooves are also referred to as slots or tricks. The top edge of each groove is referred to as the verge. These cylinders are precisely manufactured so that the diameter measured at any place is equal.
Machines are classified by the number of tricks per linear inch, also called the gauge of the machine. If you take a cylinder with 18 needles per inch, it is an 18-gauge cylinder.
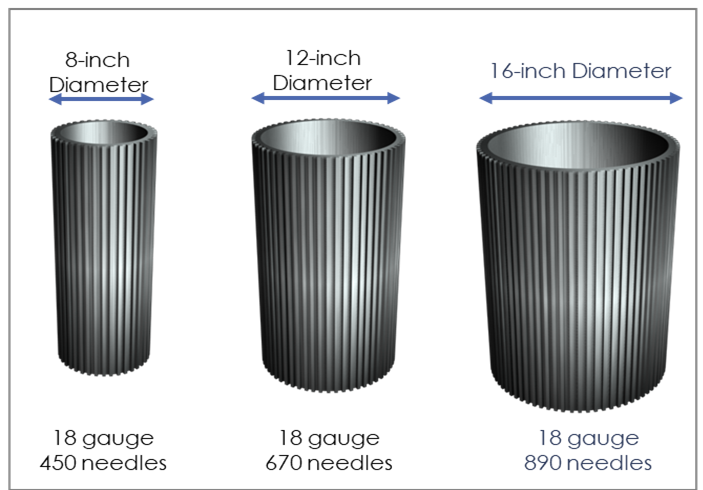
In the illustration, you can see how the three cylinders are all 18 gauge, but because they are of different diameters, they have a different number of needles to keep the same gauge.
Standard knits are in the 20-44 gauge range, with ultra-fine knits reaching 60-gauge.
For cotton, 8-28 gauge is common with finer gauges up to 44 gauge.
Parts of a Latched Needle
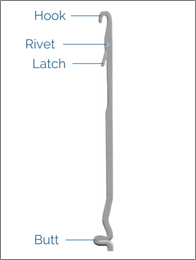
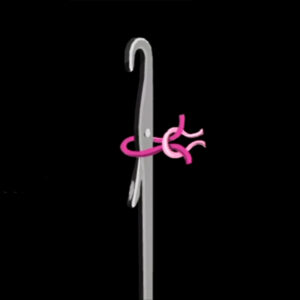
The invention of the latched needle in the mid-19th century enabled the productivity of machine knitting. At the top of each needle is a hook. Below this is a latch attached with a rivet. The bottom edge or cup of the latch is curved to fit over and completely close the hook.
At the bottom of the needle is a butt that plays a part in controlling how needles activate, up or down. Latched needles improve efficiency in weft knitting by completing the knitting cycle with no auxiliary attachments.
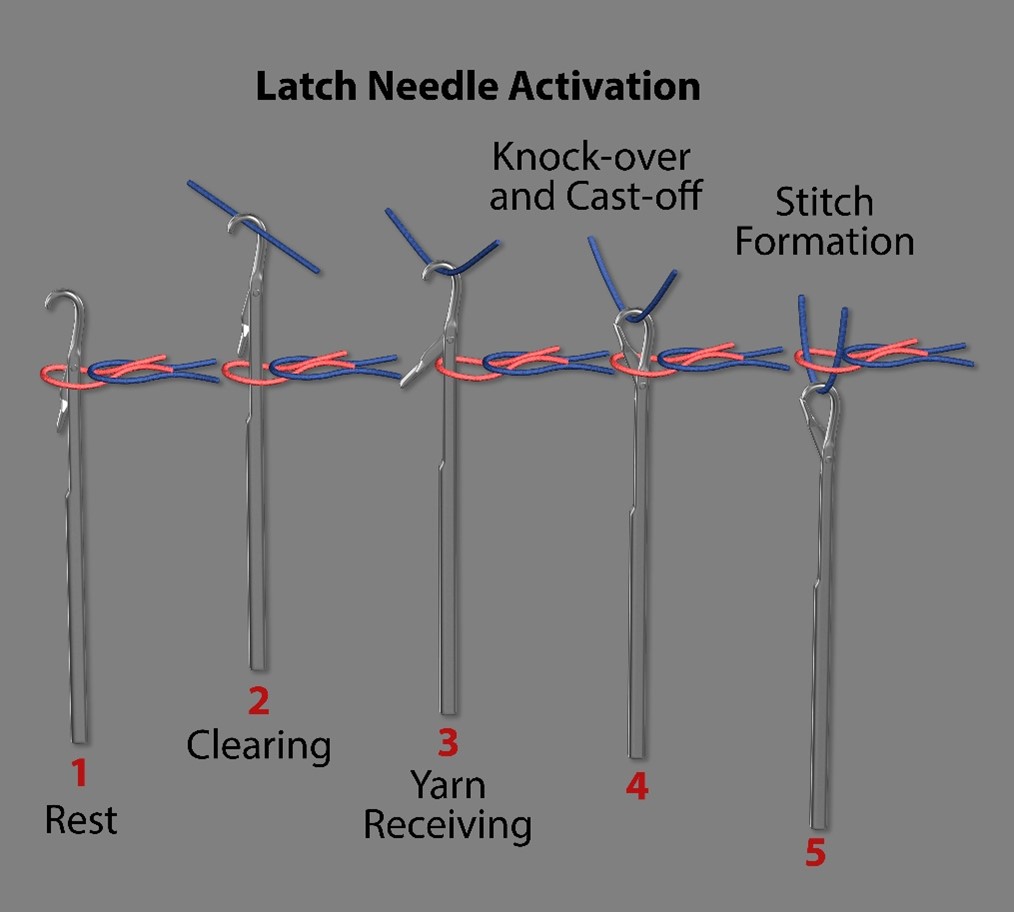
How a Latched Needle Works
- Rest – At rest or running position, a knit loop rests above or on the latch.
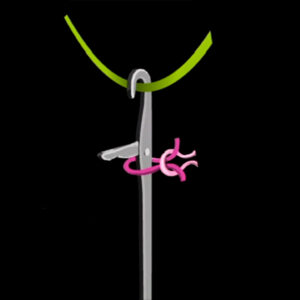
- Clearing – As the needle moves up, the old loop, already formed, drops below and clears the latch.
- Yarn Receiving – As the needle moves down, it receives the new yarn to begin forming a new stitch.
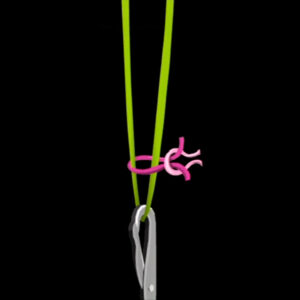
- Cast Off or Knockover – The old loop knocks over the latch, and this old loop is cast off.
- Stitch Formation – The needle moves further down to form and complete the new stitch fully.
Rest
![]()
Clearing
Yarn Receiving

Cast Off/Knockover
Stitch Formation
The amount of yarn used to form a new stitch determines the stitch length. This is important because stitch length affects the weight, width, and aesthetics of the fabric.
On modern-day knitting machines, needles make millions of loops or stitches daily.
Needles may need to be replaced due to wear, but they usually last up to six months depending on the construction, yarn type, fiber type, and speed.
Single knit machines have an additional, narrow blade inserted between adjacent needles on a weft knitting machine either to hold down the fabric during knitting, to assist in loop formation, or to allow formation of a pile loop in the fabric. These blades are called sinkers.
Cam Systems
Next, let’s examine what causes the needles to move up and down. The butt of the needle guides the needle through a path formed by cams. Each cam is designed to allow the needle to run straight or to move up and down.
Here’s how the needle travels through various stages:
Rest Cam – At the rest or running position, the needle runs straight over the rest cam.
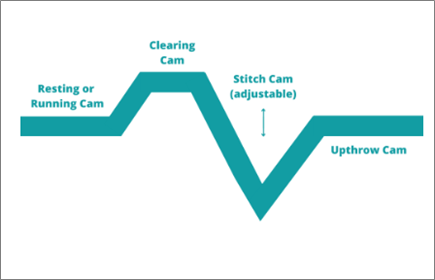
Clearing Cam – When it hits the clearing cam, it rides up at a steep angle, which forces the needle to rise and clear the old loop.
Stitch Cam – The needle drops when it contacts the stitch cam.
As it continues on its path, it catches the new yarn. It continues further down, pulling the new yarn far enough for a new loop or stitch to form as the old loop is cast off.
Upthrow Cam – The upthrow cam returns the needle to its resting position to begin the cycle again.
Feeders and Courses
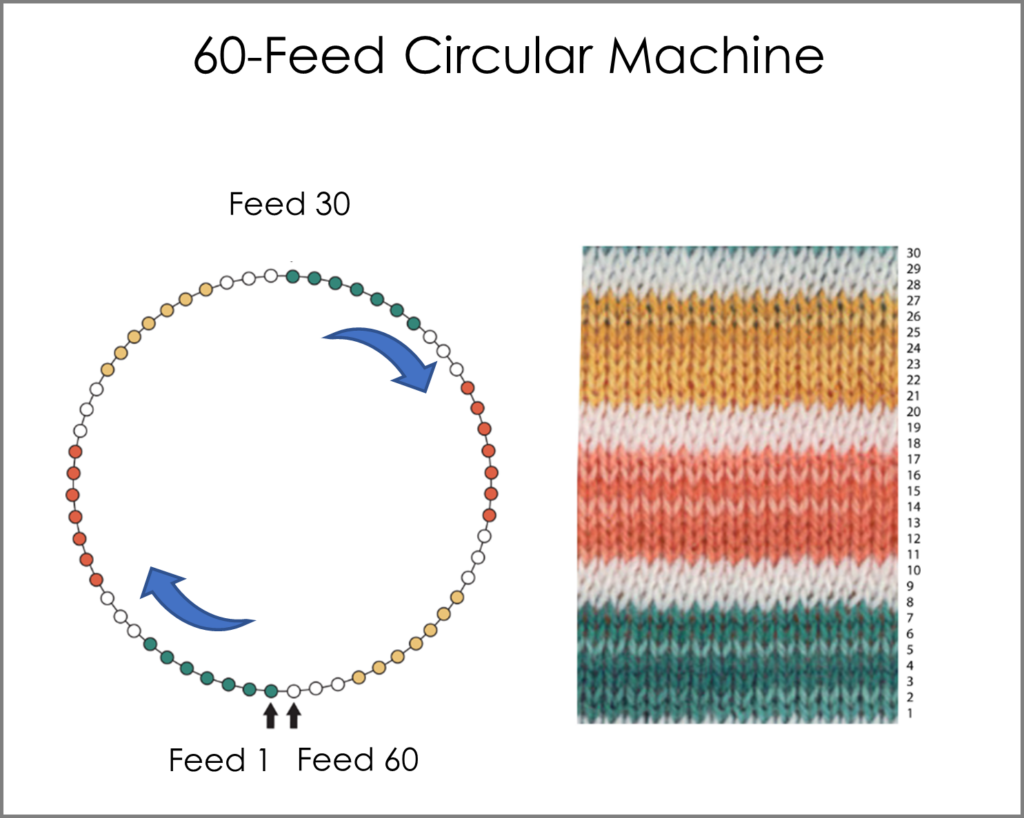
Example of a feeder stripe created on a 60-feed circular knit machine
As we learned earlier, one horizontal row is called a course, and each needle in the trick equals one stitch. On a 60-feeder circular machine, the capability would be to have all 60 feeders active for knitting, which would equal 60 courses being knitted in one revolution (Figure 9). The more active feeders, the faster the knitting.
To maximize efficiency in knitting, consider the cylinder size and number of active feeders for the best productivity.
Flat-Bed Weft Knitting Machines
A Flat-bed Machine functions with the knitting elements arranged in a flat or straight manner across the width of the machine (Figure 10). The knitting loops are formed by the needles knitting across the width of the fabric as the weft yarn is fed at a right angle to the direction of the fabric formation.
Flat-bed machines use cam systems similar to circular knitting machines to determine the knit pattern, and the number of tricks per inch also determines the machine’s gauge.
In contrast with circular machines, the needle slots are stationary, and the carriage moves the cams across the needles to create the knitting action.
Flat-bed machines are used for heavier knits like sweaters and flat-knit trims like the collars of polos.

Photo of a flat-bed machine. Notice the limited width of the machine.
Most flat-bed machines are double knit, also referred to as a “V-bed” machine, as they have two beds of knitting needles needed for novelty stitches and the shaping of sweater panels. The knitting time can be slower depending on the complexity of the knit structure, but yarn efficiency is optimized since items are knit to shape.
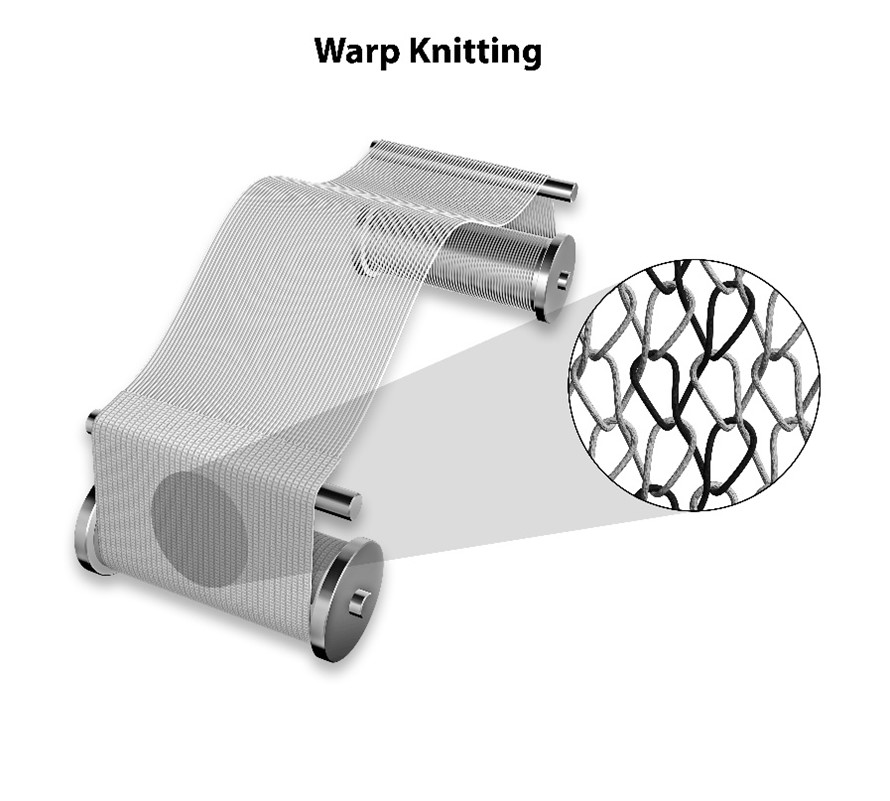
Warp Knitting
Warp knitting was initially developed to create knits that had the performance qualities of wovens. Instead of the yarns being fed horizontally like weft knitting, warp knits can have over 1000 individual yarns fed vertically, similar to a woven loom setup. With this vertical feed direction, the yarn creels are placed vertically above the machine so the yarns can be fed through the individual guide bars. With warp knitting, the needle bed moves in a simultaneous up/down motion, and it is the guide bars that make the wrapping motion to complete the knitting stitch. Due to this vertical knitting direction, stretch extensibility runs length-wise versus the horizontal extensibility from weft knits.
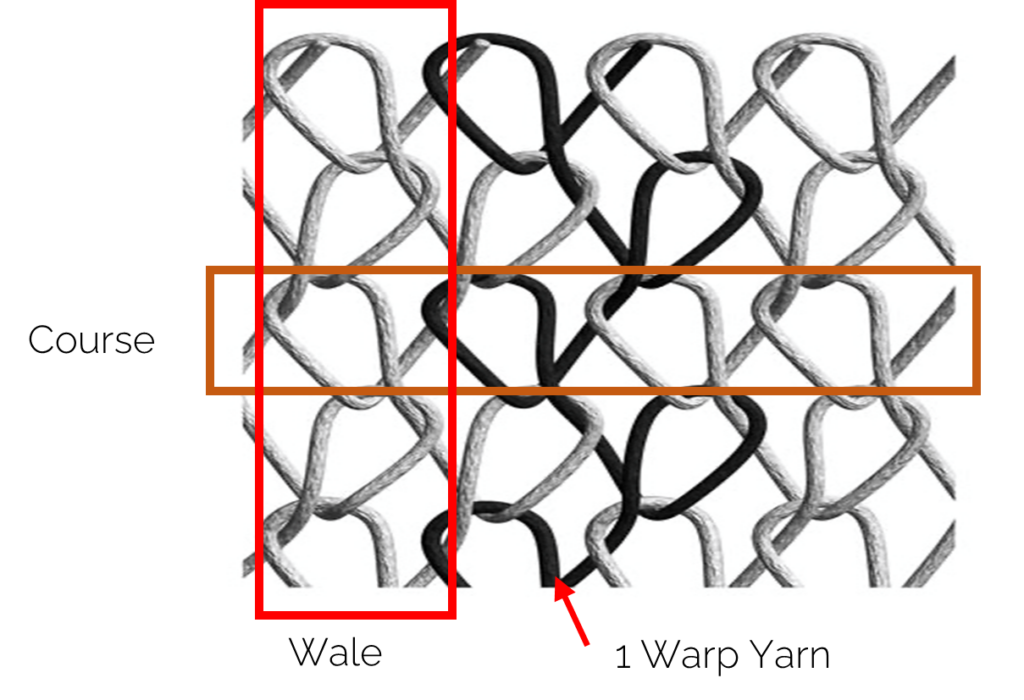
In the warp illustration, the horizontal row of loops is still called a course, and the vertical column is called the wale. But notice how the loops have a slight zig-zag direction to them. By following the black yarn, you can see how the knitting action runs in a vertical direction. With over 1000 warp yarns fed through each guide bar for a warp fabric, the extensive labor setup drives the cost of these fabrics and requires long production runs to maximize efficiency. Warp machines come in single and double-knit configurations, along with the option to add attachments for jacquard knitting.
The machines produce at very high speeds and primarily work with synthetic filament yarns due to the high friction the yarns go through in the knitting process. Warp knits tend to be finer in gauge than circular weft knits, with the capability of an ultrafine 50 gauge. Warp knits are often cross-dyed to introduce color and texture to the mix of synthetic yarns like polyester and nylon. Cotton yarns are often used in coarser gauge wrap knitting.
Let’s explore the two main warp knit classifications, tricot and raschel.
Tricot Machines
Tricot machines produce commodity warp knits that are flat in texture and knit faster than raschel machines, with knitting speeds of up to 2000 stitches per minute. These machines work in a finer gauge, use finer yarns, and have more vertical stretch. Tricot machines use spring beard, latch, and compound needles with 2 to 8 guide bars. The limitation of guide bars means less design capability compared to raschel machines. Yarns for tricot can be fine filament and textured filament but not spun. The limited number of guide bars reduce the design and texture capabilities of tricot machines, which produce more plain structures, simple designs, and small geometric patterns.
Due to the productivity speed and flatness in texture, tricot fabrics tend to be commodity fabrics at lower price points. Tricots, without spandex yarns, act as a woven substitute. They can have less stretch like a woven but with the drape of a knit. Tricots have a high tensile strength compared to their weight and offer performance durability. These fabrics are found in automotive upholstery, footwear, intimate apparel, swimwear, and activewear.
Raschel Machines
Raschel machines offer more versatility in stitch and pattern than tricot machines. They offer a range of gauges similar to tricot but have more needle options with capabilities to knit with more fiber types. Spun, filament, textured filament, and even cotton can be used with raschel machines to bring texture and design interest to the fabrics. In addition, raschel machines can have up to 8 guide bars and jacquard attachments for more novelty stitches and knitting capabilities. These machines run high speed and can knit up to 1300 stitches per minute. They require the same intensive setup time as tricot machines, which increases the cost of producing raschel fabrics.
With raschel knitting, stretch can be highly controlled by the placement of stretch yarns in the warp guide bars, making these fabrics preferable for performance and intimate garments. Raschel machines create a strong knitting structure that does not run or tear easily, even with very open mesh structures. This offers a great customizable capability for the garment to be cut to length by the customer without running or fraying at the cut seam.
With excellent pattern versatility, raschel machines can create complicated designs, jacquards, laces, and meshes due to the capability of changing multiple mesh structures within the same fabric. In this lace example, notice the difference in yarn weights, knit structures, and the cross-dye method to introduce a multi-color effect. Common raschel fabrics are laces, spacer fabrics, netting, and textiles for swimwear, activewear, and upholstery.
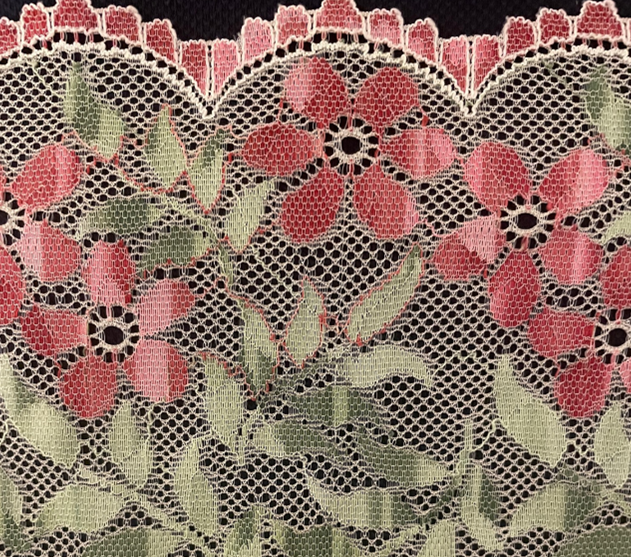
Example of a fabric produced on a raschel warp knit machine.
Double Knits – Two Sets of Needles
Unlike single-knit fabrics, double knits are produced from two sets of needles. While circular machines can produce single knits, they can also be set up to create double knits by arranging a second set of needles in a dial above the cylinder.
When double knit fabrics are produced, the knitting cycles of knit, tuck, and float are the same for the dial as for the cylinder. The needles in the dial and cylinder have butts and are cam activated. Because two sets of needles are used, sinkers are not needed. As the yarn is knit and the fabric is formed, the tubular goods output through the inside of the cylinder as with single knits.
As mentioned earlier, most flat-bed machines are double knit as they have two needle beds arranged in an inverted “v” shape. Warp knitting machines can also be arranged to double knit by adding a second set of needles.
This section will review the mechanics of the various knitting machines for double knits.
Circular Double-Knit Machines
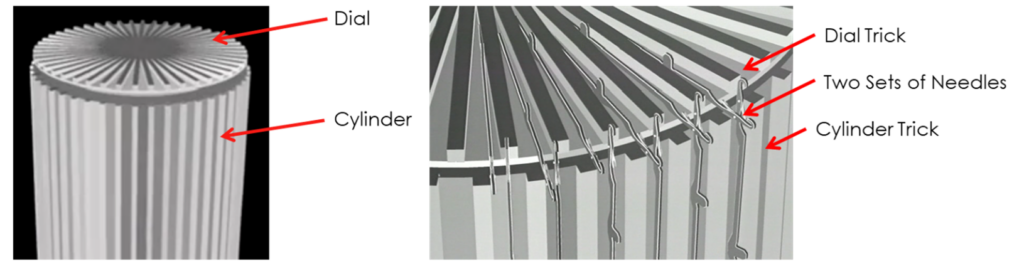
A circular double-knit machine is the same as a single knit, except it utilizes a dial above the cylinder for the extra bed of needles. It has tricks in two places: in the cylinder below and the circular dial just above. The dial has grooves cut in the outer perimeter in the same cut or gauge as the cylinder.
Also, there is a precise gap between the cylinder and the dial. This distance is referred to as dial height. The dial height directly affects the stitch length, which controls physical parameters such as weight, width, thickness, strength, and hand.
Flat-bed (V-bed) Machines
Another type of weft knitting machine designed to make single and double knit fabrics is a flat-bed machine. These machines may have the two needle beds in the same plane but are usually set up in a V configuration and referred to as a V-bed machine. These knitting machines produce tubular fabrics or flat panels that can be put together to form a garment. Because the width of a panel can vary, this system minimizes yarn waste and sewing. Also, the technology has matured so that a complete garment can be made on a variation of this machine called integral knitting.
Flat-bed machines have several capability options for knitting production. These machines can knit garment blanks, which are then used to cut out the pattern shape for a cut-and-sew construction.
With the racking capabilities for shaping, shaped panel pieces can be knitted to size. This type of garment would then be completed through the linking process.
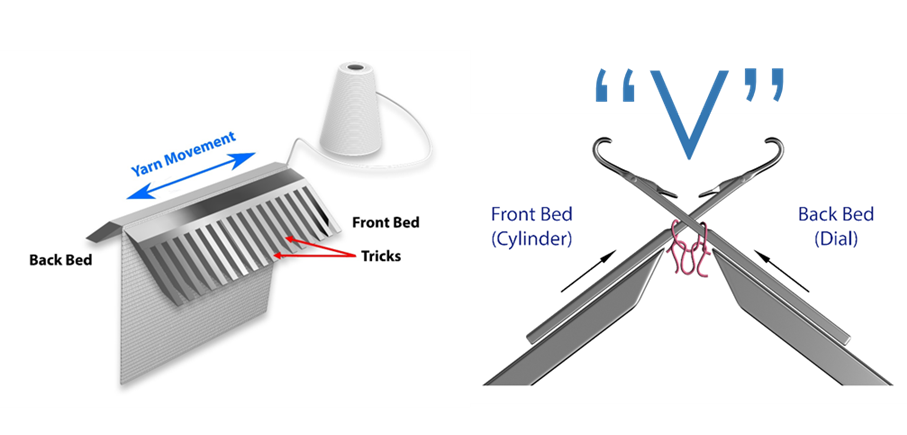
V-bed machines have 2 beds of needles set up front to back, the form of a “V” shape.
Integral knitting, the final production capability, produces whole garments fully knitted and assembled straight out of the machine. There is a continuous knitting of shaped panels knitted to length, which are knitted continuously and segmented by separator threads during production.
Racking on Flat-bed Machines
To create shaping on flat-knit panels, the flat-bed knitting machines perform a process called Racking where the back needle bed moves laterally to change the needle positions. A racking process which creates the shaping of the garment is termed “fashioning,” and when a garment uses this technique, it is called “fully fashioned”. In the example shown (Figure 26), the panel shape starts at the cuff, then fashioned wider to the armhole, and then fashioned narrower to the cap. In sweater design, sleeves and necklines are fully fashioned when knit to shape for the final linking assembly step.
The advantages of using racking to fashion a sweater include the reduction of yarn usage and scrap waste since the panels are knitted to the final size and shape. Less workstations are needed in production since there are no marking, grading, or cutting tables. Fully-fashioned sweaters display a higher quality and level of finish than cut-and-sewn sweaters. The downsides of this production process include decreased production efficiency since racking slows the speed of the knitting machines. The final shape of the garment must be determined early on, and the method of garment assembly requires more time and skill.