Technical & Performance Guide
This technical guide on cotton for nonwovens covers the following subjects:
- Agricultural Production: Information about growing, harvesting, and ginning cotton to be used in nonwoven products
- Cotton Properties: The three cotton fiber properties most often considered in nonwoven applications
- Cotton Preparation: For nonwovens in which absorbency, whiteness, and purity are desired, cotton must be scoured and bleached
- Cotton Morphology and Chemistry: A detailed explanation of cellulose chemistry and cotton’s unique fiber morphology
- Cotton Performance: Gain access to in-depth technical testing and trial findings uncovering the features and benefits of cotton including cotton flock innovation, hypoallergenic properties of cotton, and the natural benefits of unbleached cotton.
Agricultural Production
Growing and Harvesting
The cotton plant is a warm-season woody perennial shrub, which is grown as an annual field crop. Because the plants are grown in various environments, cotton farmers can choose from many varieties of cotton that are bred to be productive in various environmental and cultural conditions. After the seeds are planted and the plants begin to grow and develop, they must be protected from insects, diseases, and weeds.
After the plant flowers, the cotton fibers (lint) develop on the seed in the boll in three stages:
In the elongation stage (0 to 27 days), the fiber cell develops a thin, expandable primary wall surrounding a large vacuole, and the cell elongates dramatically.
During the thickening stage (15 to 55 days), the living protoplast shrinks, while a secondary wall composed almost entirely of cellulose is deposited inside the primary wall.
By the maturation stage, the secondary wall fills most of the fiber cell volume, leaving a small central cavity (the lumen) containing the cytoplasm and the vacuole. As the boll opens, the fiber cells rapidly desiccate, collapse, and die. As the tubular cells collapse, they assume a flat, ribbon-like form with twists, called convolutions.
Before harvesting, the plants are defoliated to prevent foliage from interfering with mechanical harvesting. Approximately 85% of the total U.S. crop is machine picked and the remaining 15%, primarily from Texas and Oklahoma, is machine stripped. Machine pickers harvest cotton from open bolls, leaving unopened and empty bolls on the plant. This is accomplished with revolving spindles that pluck the fiber out of the boll. Machine strippers strip the entire plant of opened and unopened bolls. The fiber removed from the plant also contains the cottonseeds and is referred to as seed cotton. The harvested seed cotton is transported to the gin.
Learn more about cotton fiber development and maturation.
Ginning
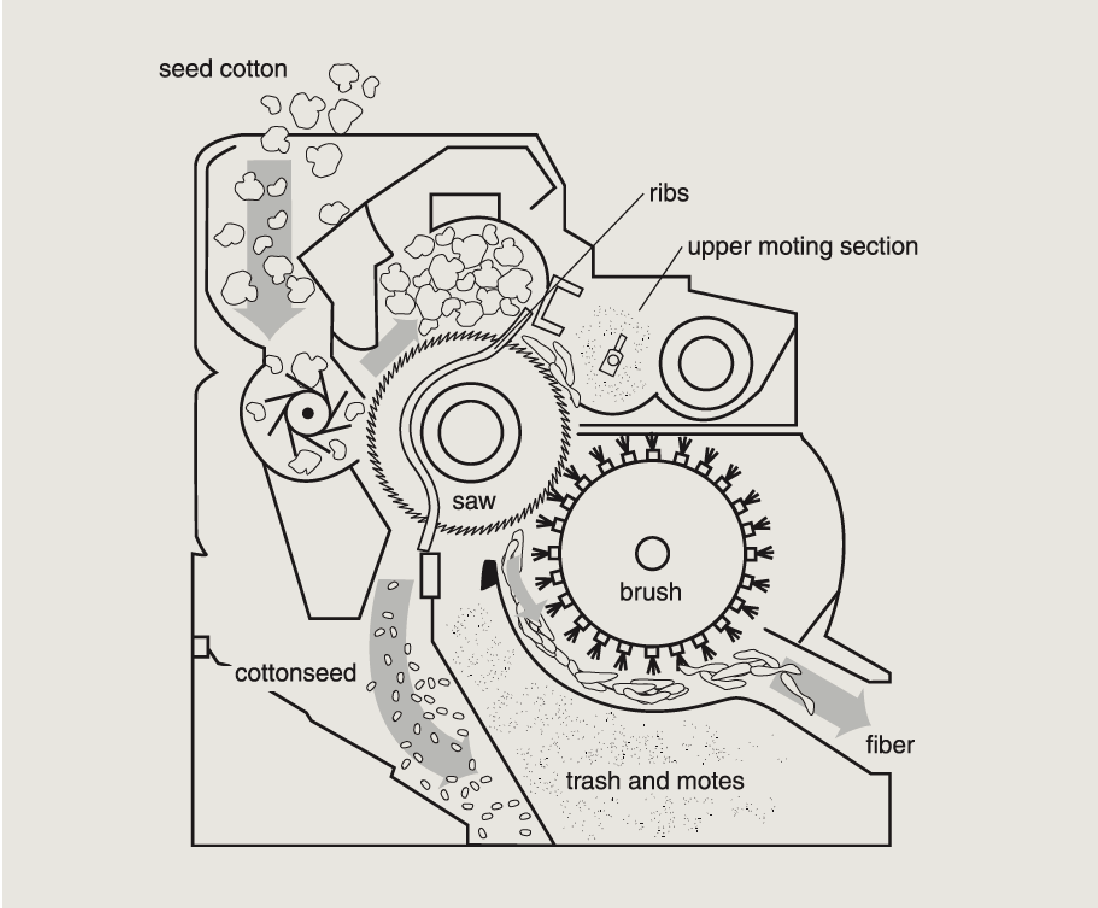
To convert the harvested cotton into marketable products (fiber and seed), gins have to dry and clean the seed cotton (removing plant parts and field trash), separate the fiber from the seed, further clean the fiber, then place the fiber into an acceptable package while preserving its quality.
American upland cotton is saw ginned. Saw gins use cylinders with saw teeth to pull seed cotton between ribs, thus separating the fiber from the seeds. Saw gin stands can operate at capacities as high as 12 (480-lbs.) bales per hour. Approximately 835 saw gins are located throughout the cotton-producing regions in the United States.
Pima cotton is roller ginned. Roller ginning, a slower, gentler process than saw ginning, is limited to the areas that produce Pima cotton (west Texas, New Mexico, Arizona, and California).
The ginning process yields two products with cash value: cotton fiber and cottonseed. After ginning, the fiber is compressed into bales. At this stage, the fiber is referred to as raw cotton. Samples are taken from both sides of each bale and sent to the U.S. Department of Agriculture for classing. The cottonseeds removed during ginning are shipped to cotton oil mills.
Short fibers (linters) that were not removed by ginning remain on the seeds. At the oil mill, the linters are removed from the seeds by delinting machines, employing the same principles as saw gins. If seeds are run through a delinting machine once, the linters produced are known as mill-run linters. Most mills run the seed through twice, producing first-cut and second-cut linters. First-cut linters consist of longer, more resilient fibers and are used in many nonwoven products. Second-cut linters consist of shorter fibers and are used to produce high-grade bond paper and as a source of cellulose in the chemical industry. After the linters are removed, the cottonseed is converted into food for people, feed for livestock, fertilizer, and mulch for plants.
Another by-product of the ginning process is motes. Motes are small, immature seeds with fiber attached. They are removed at a different stage of the ginning process. The fiber can be removed from the motes by a delinting machine. This fiber, called gin mote fiber, is also used in nonwoven products.
Learn more about cotton fiber harvesting and ginning.
Cotton Properties
Cotton Classification
Cotton classification, or classing, is the process of describing the quality of cotton in terms of such properties as grade, staple length, and micronaire. In the past, the classing of grade and staple was done by hand and by eye. Now, all cotton quality characteristics are measured by instruments.
Classification is essential to the cotton pricing systems and is required for high-level quality control in textile production. The high-volume instrument (HVI) system was developed to objectively measure important fiber properties. The HVI classification system currently consists of instrument measurements of fiber length, strength, length uniformity, micronaire, and color, as well as the presence of extraneous matter (trash). Since 1991, 100% of the U.S. crop is graded by the HVI system.

Physical Properties of Cotton
The three cotton fiber properties most often considered in nonwoven applications are micronaire, length, and strength. Neps may also be considered for applications where visual appearance is important.
Micronaire
Micronaire is an airflow measurement of fiber fineness. It is performed on a weighed test specimen, which is compressed to a specific volume in a chamber. Air is forced through the specimen and the resistance to the airflow is measured. This resistance is proportional to the linear density of the fibers (expressed in micrograms per inch), adjusted for the maturity of the fiber (because micronaire and maturity are highly correlated within each cotton variety). If the exact linear density of the fibers needs to be determined, the maturity of the fibers must be determined by another measurement. On a typical year, the micronaire range for upland cotton is 3.0 to 5.5. Because denier is approximately equal to micronaire divided by 2.82, upland cotton ordinarily ranges from about 0.7 to 2.3 denier.
Fiber Length
Cotton fiber length varies genetically and any sample of cotton fiber shows an array, or distribution, of fiber length. The HVI reports fiber length as the mean length of the longer half of the fibers in the sample (the upper-half-mean length) in hundredths of an inch. Figure 1 shows a typical fiber length array. Fiber lengths normally are between 1.0 and 1.25 inches for U.S. upland raw cotton, as long as 1.6 inches for Pima cotton, and less than 0.5 inches for linters and comber noils (the portion of shorter fibers removed by the combing operation).
Fiber Strength
The HVI system measures fiber strength by clamping a bundle of fibers, with 1/8 inch between the two sets of jaws, and measuring the force required to break the fibers. Results are reported as grams per tex or grams per denier. A tex is a unit equal to the weight in grams of 1,000 meters of fiber. Therefore, the strength reported is the force in grams required to break a bundle of fibers one tex unit in size.
Neps
A nep is a small knot of tangled fibers, often caused biologically or by mechanical processing. Neps can detract from the visual appearance of fabrics by causing white specks. Neps can be measured with the Zellweger Uster Advanced Fiber Information System (AFIS) nep tester and are reported as total neps per gram of cotton and mean nep diameter in millimeters. Nep formation during processing can be minimized through the use of appropriate equipment and settings.
The AFIS equipment can also be used to measure fiber length and trash content. It is very effective at measuring small amounts of residual trash present in bleached cotton. Another instrument useful in measuring non-lint content of bleached cotton is the Zellweger Uster Micro Dust Trash Analyzer (MDTA). This instrument separates a 10-gram sample into lint and non-lint components and reports the non-lint as percent trash (> 500 µ), percent dust (< 500 µ), and percent fiber fragments. Each of these three components is collected for visual inspection. Table 1 lists the data obtained by the AFIS-M and MDTA-3.
Cotton Preparation
Raw Cotton
Raw cotton (gin output) contains cotton fiber along with small plant parts and field trash that are not removed by the ginning process. At this stage, the cotton fiber has a coating of oils and waxes that make it hydrophobic. Raw fiber is suitable for making nonwovens to be used in industrial products in which absorbency and aesthetics are not important. In some cases, nonwoven fabrics made with raw fiber can be wet processed in the same manner as woven and knitted fabrics.
Scouring & Bleaching
For nonwovens in which absorbency, whiteness, and purity are desired, cotton must be scoured and bleached. Two techniques of commercial scouring and bleaching are kier (vat) and continuous (line) processes. Both processes achieve the same results by the same chemical interactions but with different mechanical handling.
Sequential operations involved in virgin cotton bleaching for nonwoven applications:
- Step 1 – Fiber opening and cleaning
- Step 2 – Alkali scouring application
- Step 3 – Alkali reaction stage
- Step 4 – Rinsing
- Step 5 – Bleach application
- Step 6 – Bleach reaction stage
- Step 7 – Rinsing
- Step 8 – Finish application
- Step 9 – Drying
- Step 10 – Opening and bale formation
Sequential operations involved in continuous scour and bleaching of mechanically cleaned virgin cotton:
- Step 1 – Fiber opening and cleaning
- Step 2 – Continuous scouring bleaching process
- Alkali scouring application
- Alkali reaction stage
- Bleaching application
- Bleaching stage
- Step 3 – Rinsing
- Step 4 – Finish application
- Step 5 – Drying
- Step 6 – Opening and bale formation
In order to reduce the number of steps and use a more environmentally sustainable process, step 2 (alkali scouring application), step 3 (alkali reaction stage), step 5 (bleach application), and step 6 (bleach reaction stage) could be combined using a continuous scouring and bleaching process.
In addition, when using mechanically cleaned virgin fiber (virgin fiber that has gone through an additional mechanical cleaning process), step 4 (rinsing) could be eliminated, saving water and energy.
Scouring is accomplished by saturating the cotton fiber with a caustic soda (sodium hydroxide) solution. This alkali solution is allowed to remain on the fiber at elevated temperatures to speed chemical reactions. During this time, the natural oils and waxes are saponified (converted into soaps), the plant matter is softened, and pectins and other non-cellulosic materials are suspended, so that they can be washed away. After a predetermined amount of time to allow for complete scouring, the alkali, saponified waxes, and suspended materials are rinsed away with water.
At this point, a bleaching solution is applied to the fiber. A stabilized oxidizing agent, hydrogen peroxide or sodium hypochlorite, is used in the bleaching liquor to whiten the fiber by destroying natural coloring matter.
In the United States, hydrogen peroxide is most widely used for bleaching raw cotton in fiber form. The bleaching solution is allowed to remain on the fiber at elevated temperatures for a predetermined amount of time to allow for proper removal of the color bodies, then rinsed away. Cotton bleached with hydrogen peroxide contains no dioxins because neither lignin nor chlorine is present.
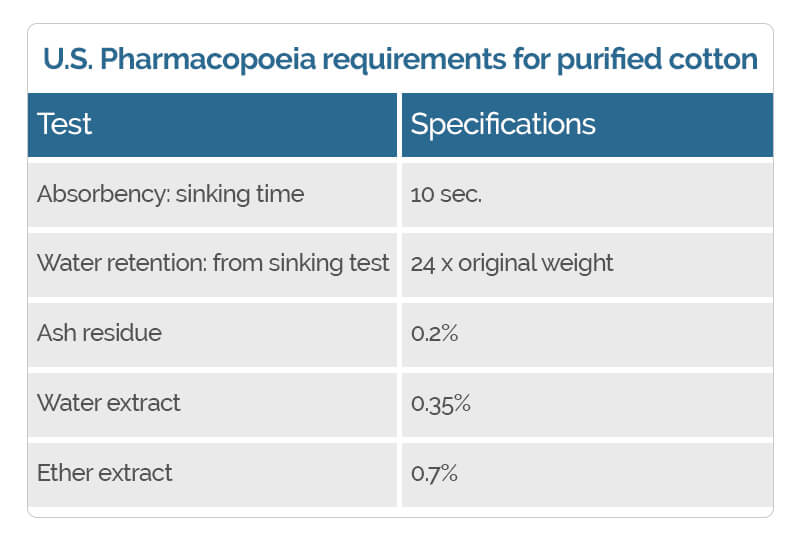
After scouring and bleaching, all impurities have been removed, and the cotton fiber is in the form of pure cellulose. If the process is done properly, the fiber will meet the requirements for U.S. Pharmacopoeia purified cotton.
Opening & Cleaning: Continuous and Kier Bleached Cotton
Most of the bleached cotton fiber produced in the United States is processed in large kiers designed to handle several hundred pounds of fiber at once, under high temperature and pressure. Before bleaching, cotton is opened and is generally cleaned to remove non-lint content (trash and dust particles and plant contaminants). The remaining non-lint content should then consist of very small particles that are easily bleached. After bleaching, the wet fiber goes through a moisture extraction operation, and the resulting wet cake is deposited on a spiked apron for opening, followed by drying. The dried fiber then typically passes through some type of opening equipment en route to the bale press.
Bleached cotton finds a wide range of end uses, such as medical and cosmetic swabs and feminine hygiene products. For such products, unopened fiber clumps and tangles are not so detrimental. However, for bleached cotton going into more critical and demanding items made from lightweight roll goods, such as cover stock and spunlace webs, more uniform fiber openness is essential before web forming, and special opening equipment is required.
Proper opening and cleaning are inherently more difficult with kier-bleached cotton than with virgin, raw cotton because of the fiber entanglement that occurs during the wet processing and the high fiber-to-fiber friction caused by the removal of the natural waxes and pectins. Although the bleached cotton may be treated with a lubricant and antistatic agents to improve processability, it still requires special opening and cleaning techniques if it is to be acceptable for use in critical nonwoven roll goods.
The effectiveness of fiber opening at this stage varies with the following factors:
- Cotton fiber type (e.g., staple, comber noil, linter)
- Fiber finish
- Opening equipment design and condition
Continued efforts by Cotton Incorporated to improve cotton opening and cleaning led to the development of an advanced fiber opening and cleaning technology. This four-roll opener and cleaner, named the COTTONMASTER®, initially was built by John D. Hollingsworth on Wheels, Inc., using Cotton Incorporated’s design.
Presently, Truetzschler GmbH uses similar technology in its Cleanomat Four Roller Cleaner, which is equipped with one fully spiked roll and three saw-tooth rolls of different densities. The precise graduation of the clothing density (points per unit area), together with the progressive peripheral speeds of the four rolls, ensures that a high degree of opening and cleaning is maintained as fibers are transferred from roll to roll. The Cleanomat also controls the feed batt density with a batt thickness measuring device, to ensure a consistently even and well-formed batt. The high-performance Cleanomat Four Roller Cleaner is ideally suited for opening and cleaning raw cotton before the bleaching process for any application that requires highly cleaned and well-opened fiber.
Fiber Finishing and Testing
When considering bleached cotton fiber as a stock material for nonwoven webs, it is essential to select the proper fiber finish. Because bleaching removes the natural finish, bleached cotton has high fiber-to-fiber friction. A lubricant and antistatic agent must be added to the fiber to allow it to be processed through the high-production web-forming equipment commonly used for nonwovens.
Over the years, such finishes as soap, glycerin, and Tween (ethoxylated sorbitan esters) products have been used, with limited success. Cotton Incorporated discovered the value of butoxyethyl stearate (BES), which is now the fiber finish of choice. This chemical finish provides satisfactory lubricity without interfering with absorbency, and it has good acceptability from a toxicity standpoint, which is a more important concern than improved physical properties. A recommended fiber finish system for most bleached cotton includes BES and sodium acetate at add-on levels of 1.0% on weight of fiber (OWF) each.
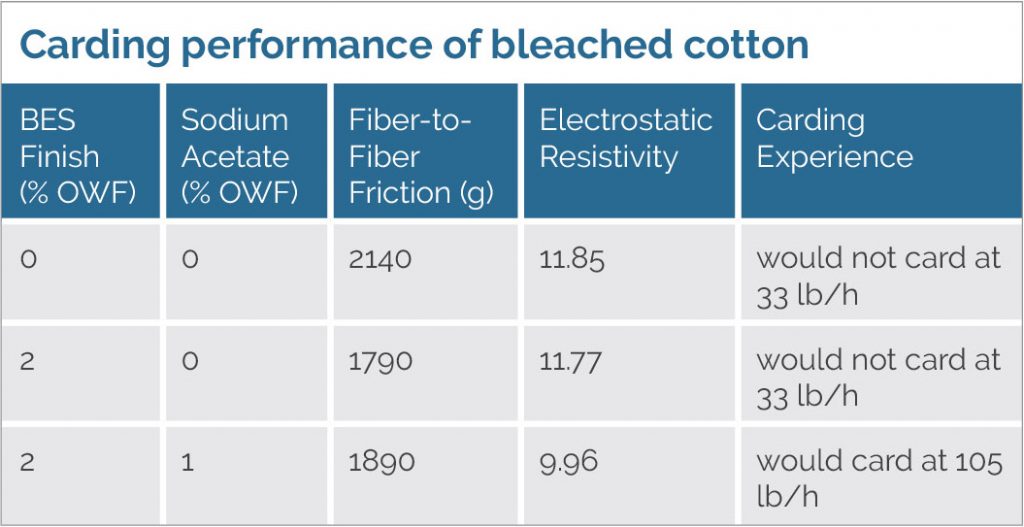
Addition of the salt provides antistatic benefits during mechanical processing, as shown by the trial results given in the table, Carding Performance of Bleached Cotton.
Cotton Incorporated has performed extensive fiber finish evaluations on various bleaching practices and has found the most useful test, with the exception of carding, to be a sled test from Imperial Chemical Industries PLC.1.
The following is an example of the test procedure:
- To prepare the fiber sample for testing, 450 grams of fiber were carded through a Shirley card, and the web was collected by layering on a turning cylinder. To ensure sample uniformity, the web was removed from the cylinder and carded a second time.
- The card web was pulled apart and removed from the cylinder. Test specimens were cut four inches square from a single web thickness, and individual specimens were placed on the apparatus for testing.
- The sled was placed on the fiber sample, and a 2-kg weight was placed on the sled. The sled was connected to the load cell with a small-diameter flexible cable.
- The rate of pull by the tensile tester was 25 mm/min, and the force was recorded on a chart. When the chart reached a steady level, the friction force value was recorded in grams.
The method is based on ANSI/ASTM D 1894-78, Standard Test Method for Static and Kinetic Coefficients of Friction of Plastic Film and Sheeting.
Cotton Morphology & Chemistry
Cellulose Chemistry
After scouring and bleaching, cotton is 99% cellulose. Cellulose is a macromolecule—a polymer made up of a long chain of glucose molecules linked by C-1 to C-4 oxygen bridges with the elimination of water (glycoside bonds). The anhydroglucose units are linked together as beta-cellobiose; therefore, anhydro-beta-cellobiose is the repeating unit of the polymer chain. The number of repeat units linked together to form the cellulose polymer is referred to as the degree of polymerization.
Wood pulp, rayon, and cellophane (all three derived from wood cellulose) are also constructed of cellulose polymers. Cotton cellulose differs from wood cellulose primarily by having a higher degree of polymerization and crystallinity. Crystallinity indicates that the fiber molecules are closely packed and parallel to one another. The table, Degree of Polymerization and Crystallinity of Cellulose Fibers, shows the average degree of polymerization and the average crystallinity of cotton, viscose rayon, and wood pulp. A higher degree of polymerization and crystallinity are associated with higher fiber strengths.
The cellulose chains within cotton fibers tend to be held in place by hydrogen bonding. These hydrogen bonds occur between the hydroxyl groups of adjacent molecules and are most prevalent between the parallel, closely packed molecules in the crystalline areas of the fiber.
The three hydroxyl groups, one primary and two secondary, in each repeating cellobiose unit of cellulose are chemically reactive. These groups can undergo substitution reactions in procedures designed to modify the cellulose fibers or in the application of dyes and finishes for crosslinking. The hydroxyl groups also serve as principal sorption sites for water molecules. Directly sorbed water is firmly chemisorbed on the cellulosic hydroxyl groups by hydrogen bonding.
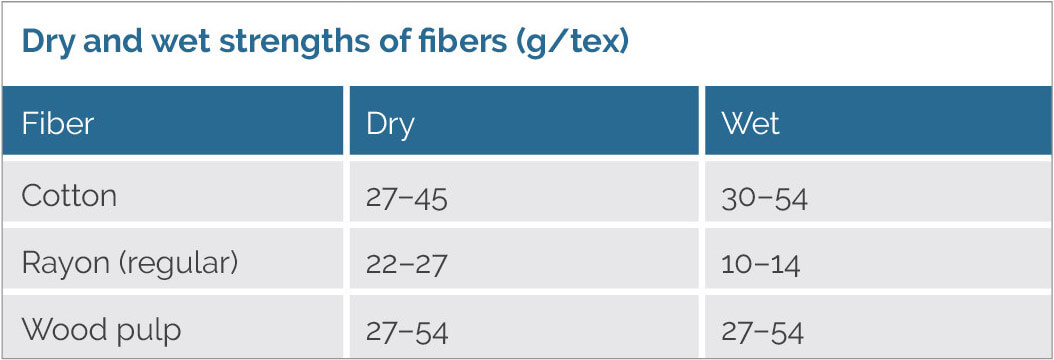
Of particular interest in the case of cellulose fibers is the response of their strength to variations in moisture content. In the case of regenerated and derivative cellulose fibers, strength generally decreases with increasing moisture content. In contrast, the strength of cotton generally increases with increased moisture. This difference among fibers in their response to moisture is explained in terms of intermolecular hydrogen bonding between cellulose chains and their degree of crystallinity.
Thermoplastic fibers melt at elevated temperatures and have a glass transition temperature at some point below the polymer’s melting point. At the glass transition temperature, a thermoplastic fiber becomes brittle and loses its elasticity. Cotton is not a thermoplastic fiber. It has no glass transition temperature and remains flexible even at very low temperatures.
At elevated temperatures, cotton decomposes instead of melting. Long exposure to dry heat above 300°F (149°C) causes cotton fibers to decompose gradually, and temperatures above 475°F (246°C) cause rapid deterioration.
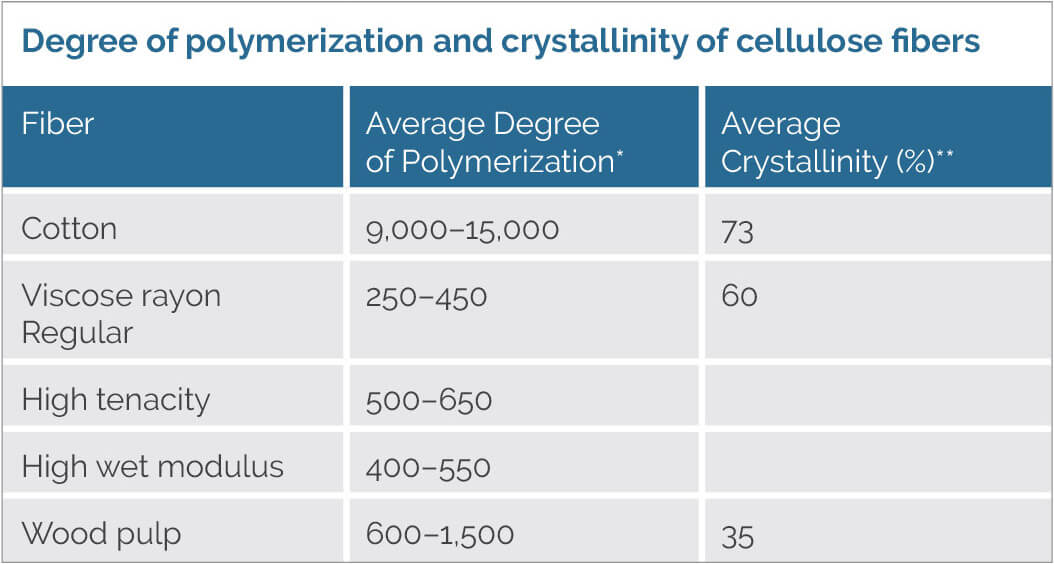
* Joseph, M., Introduction to Textile Science, 5th Edition, 1986
** Shirley Institute; measured by X-ray diffraction
Cotton’s Unique Fiber Morphology
A mature cotton fiber has six parts:
Cuticle – The outer waxy layer, which contains pectins and proteinaceous materials. It serves as a smooth, water-resistant coating, which protects the fiber. This layer is removed from the fiber by scouring.
Primary wall – The original thin cell wall. Mainly cellulose, it is made up of a network of fine fibrils (small strands of cellulose). This makes for a well-organized system of continuous, very fine capillaries. It is well known that fine capillaries rob liquids from coarse capillaries. The fine surface capillaries of each cotton fiber contribute greatly to cotton’s wipe-dry performance.
Winding layer (also called the S1 layer) – The first layer of secondary thickening. It differs in structure from both the primary wall and the remainder of the secondary wall. It consists of fibrils aligned at 40 to 70-degree angles to the fiber axis in an open netting type of pattern.
Secondary wall (also called the S2 layer) – Consists of concentric layers of cellulose, which constitute the main portion of the cotton fiber. After the fiber has attained its maximum diameter, new layers of cellulose are added to form the secondary wall. The fibrils are deposited at 70 to 80-degree angles to the fiber axis, reversing the angle at points along the length of the fiber. The fibrils are packed close together, again, forming small capillaries.
Lumen wall (also called the S3 layer) – Separates the secondary wall from the lumen and appears to be more resistant to certain reagents than the secondary wall layers.
Lumen – The hollow canal that runs the length of the fiber. It is filled with living protoplast during the growth period. After the fiber matures and the boll opens, the protoplast dries up, and the lumen naturally collapses, leaving a central void, or pore space, in each fiber.
Throughout the fiber structure, there are variously sized pores or capillary spaces between the variously sized fibrils in each of the six fiber parts. Thus, the cotton fiber can be viewed as a microscopic physical sponge with a complex porous structure. This internal structure makes cotton fibers accessible to liquids and vapors. The capillary action of the fibrils pulls liquid in, where it is held in pores between the fibrils. This structure accounts for cotton’s wickability and unique absorbing capacity.
The cotton fiber, when observed in its entirety, is a flat, twisted ribbon, with 50 to 100 convolutions per inch. The fiber is tapered on one end and fibrillated on the other, where it was joined to the cottonseed. This provides the fiber with a soft touch or feels because it has no sharply cut ends, as do synthetic staple fibers.
Select the Right Fiber
Some absorbent nonwoven products, such as surgical sponges, sanitary napkins, tampons, and cosmetic pads and puffs can be satisfactorily made from by-product cotton fiber (gin motes, comber noils, and other mill waste).
Most of these products evolve from a bleached cotton coil (an oversized sliver) that needs little integrity (fiber-to-fiber cohesion). However, roll goods from lightweight webs made by carding or air-forming require textile-grade fiber.
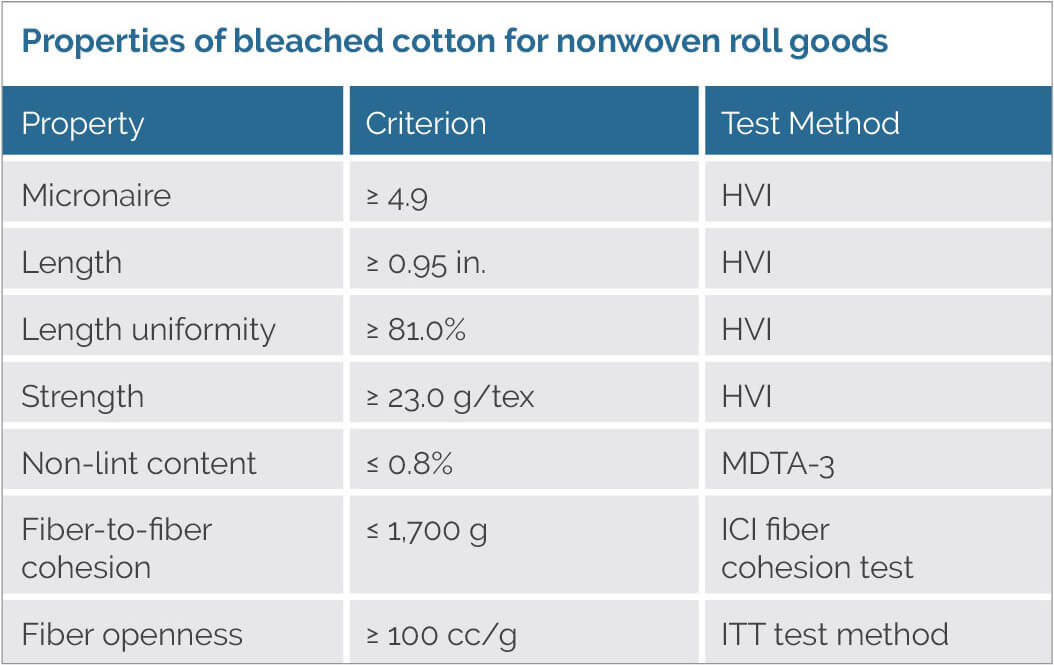
The table, Properties of Bleached Cotton for Nonwoven Roll Goods, shows recommended fiber properties, testing methods, and performance criteria for manufacturing nonwoven roll goods that can be used in cover stock for diapers and feminine pads or as fabrics for protective clothing and home product areas.
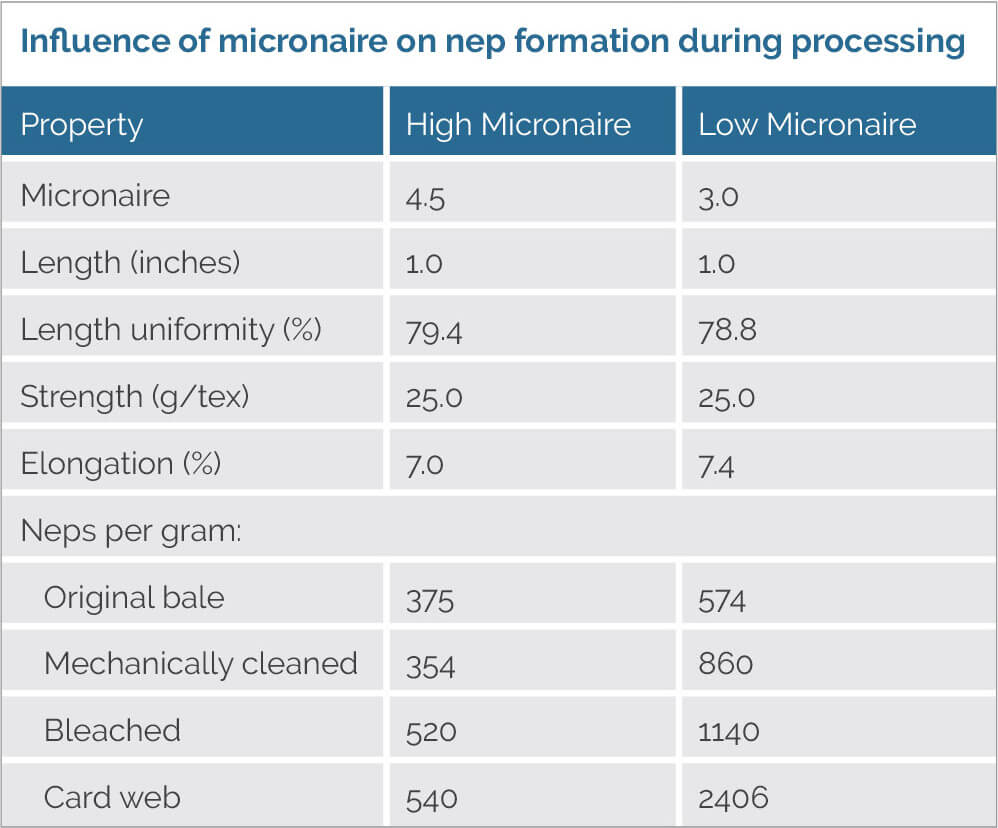
Fiber length and strength are important in the manufacture of lightweight roll goods, for obvious reasons. However, good fabric appearance is more important than fabric strength in certain nonwoven products, and fiber micronaire is a major consideration for these items. An undesirable characteristic for such items is high nep content. High-micronaire cotton tends to have lower nep content after ginning and is less prone to form additional neps in subsequent processing.
To study the influence of micronaire on nep formation, three bales of cotton of both high and low micronaire were selected, based on HVI data. Care was taken to keep other fiber variables constant to obtain a true measure of micronaire’s influence on nep formation. The bales were bleached at a commercial operation using normal production procedures, and the nep content at various stages of processing was determined with the Zellweger Uster AFIS nep tester.
The table Influence of Micronaire on Nep Formation During Processing compares the properties and nep content of the two groups of cotton.
The high-micronaire cotton showed some increase in nep content due to bleaching, most likely attributable to the fiber opening stages before and after drying.
In contrast, the low-micronaire cotton showed substantial increases in nep content during bleaching and during nonwoven web formation. The benefits of using a higher micronaire cotton are dramatic.
Cotton Performance
Cotton Flock Innovation
Cotton flock, or pulverized cotton, has been used for decades as a filler and reinforcement fiber in various industrial markets. Now, it can be used as a more sustainable option in nonwoven coform substrates. See how different levels of cotton flock affect weight (GSM), air permeability, and liquid absorption. View flock report.
Hypoallergenic Properties of Cotton
For the millions of people with sensitive skin, choosing non-irritating fibers is critical. Cotton Incorporated enlisted the help of an independent lab to conduct clinical trials on the hypoallergenic and non-irritating properties of cotton on sensitive skin. View hypoallergenic report.
Natural Benefits of Unbleached Cotton
Discover why mechanically cleaned cotton can work in a variety of nonwoven products. View unbleached report.
Is your technical question not covered here?
Not finding what you are looking for on technical and performance of cotton in nonwovens? Submit your technical question or request to Nonwovens@CottonInc.com.


